PPS試作部品における「切削加工から射出成形への工法転換」

(株)アリスでは、PPS(ガラス入りグレード)を用いた試作部品について、数量条件に応じて加工方法の切り替え提案を行っています。
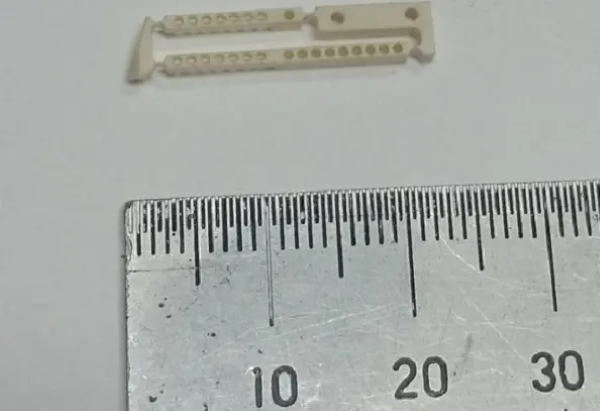
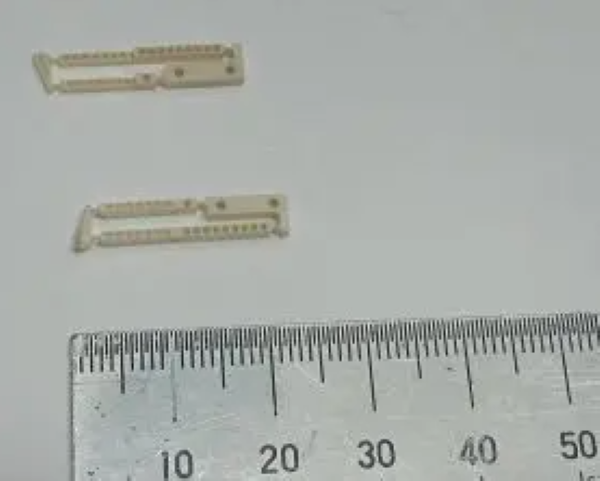
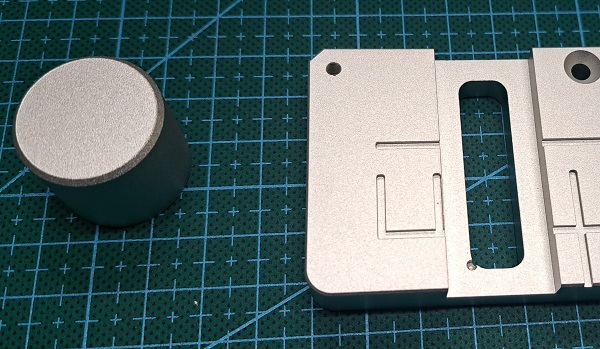
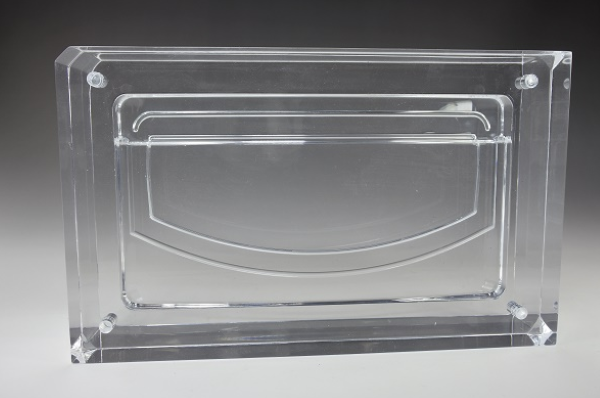
今回のケースでは、2種類×200個の試作部品に対し、NCマシニングセンタによる切削加工から、アルミ試作金型による射出成形へ工法変更を実施しました。
■背景(数量と工法の分岐点)
PPSの試作部品において、切削加工と射出成形の分岐は形状ではなく数量条件にあります。
切削加工は少量・設計検証向け、射出成形は中ロット・再現性確保向けの工法です。
今回のように数量がまとまる場合、単純な加工費ではなく工程全体の合理性が変わります。
■材料選定の構造的違い
同じPPSでも工法により材料体系が変わります。
切削加工(板材)はナチュラル材が中心で、材料単価は比較的安価ですが、削り出しのためロスが発生します。
射出成形(ペレット)はガラス入りグレードが標準となり、材料コストは条件により有利になる場合があります。
材料単価だけでは優劣は決まりません。
■コスト構造の本質
今回のケースでは、初期コストは切削加工と同等レベルに収束しています。
ただし構造としては、切削は数量に比例して工数が増え、射出は金型コスト後に単価が逓減します。
追加ロットが発生する場合、射出成形側が有利になります。
■納期構造の違い
切削加工は数量に比例してリードタイムが増加します。
射出成形は金型完成後、サイクル生産となるため、工程が固定化されます。
そのため、継続案件や追加発注では射出成形の方が納期面で有利になるケースがあります。
■(株)アリスの判断軸
工法選定は単純なコスト比較ではなく以下で判断しています。
・数量(初回+追加可能性)
・形状の再現性要求
・試作段階か準量産段階か
・設計変更の頻度
特に追加発生の可能性は重要な判断要素になります。
■まとめ
PPS試作部品は切削加工と射出成形の優劣ではなく、製品フェーズによって最適解が変わります。
(株)アリスでは、材料・数量・将来性を含めて工法選定を行い、試作から製造への移行を前提とした提案を行っています。









とは?特徴・用途・吸水による寸法変化と対策.jpg)