開発試作における「治具先行設計」で精度を出す方法
2020.10.18

試作で精度が出ない。
加工機の問題ではなく、保持と基準の問題であるケースが多く見られます。
(株)アリスでは、試作段階ほど「治具を先に設計する」ことで精度を成立させます。
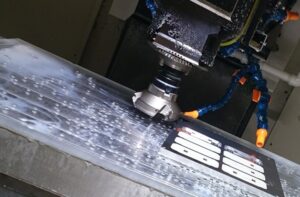
特に多面加工や複雑形状では、ワーク単体でのクランプでは基準が不安定になります。
現場の条件として、
・3D形状(曲面・リブ・ボスが混在)
・基準面が限定的
・少量(1個〜数個)
この場合、汎用バイスでは再現性が出ません。
対応は工程の前倒しです。
まず加工プログラムより先に、保持方法を決めます。
基準面をどこに置くか、どの方向で加工を完結させるかを整理します。
次に専用治具を製作。
樹脂・アルミ・簡易ブロックなど、対象物に応じて選定します。
この治具で「位置決め」と「歪み抑制」を同時に成立させます。
その上で加工工程を組みます。
4軸以上の多面加工でも、基準の一貫性を維持できます。
結果として、±0.03mmレベルの精度でも、単品試作で安定させることが可能になります。
結論として、
試作精度は加工条件ではなく、
治具設計を起点に工程を組むことで成立させます。
現時点では、
治具先行設計→工程構築の順で対応します。







新着記事



人気記事

とは?特徴・用途・吸水による寸法変化と対策.jpg)
カテゴリー
アーカイブ
タグ
執筆者一覧