樹脂切削における破断・寸法不良の発生要因と対策
2020.11.10

樹脂の切削加工において、
破断や寸法不良は一定の条件下で発生します。
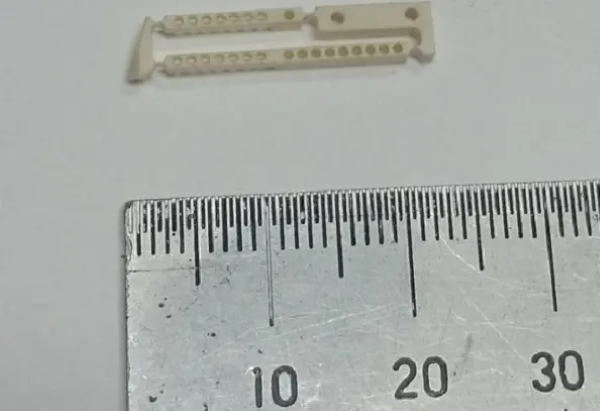
特に、通常規格にない厚みの材料や大径ワークでは、
加工時間の増加とともに問題が顕在化しやすくなります。
実際の事例として、
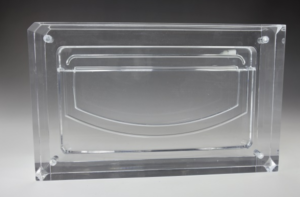
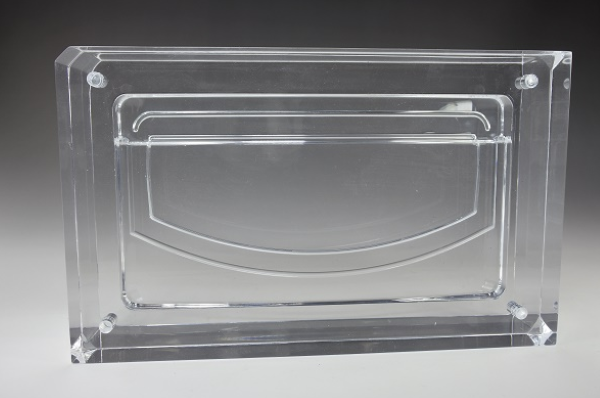
・アクリル(PMMA)の切削中の破断
・ポリスチレン(PS)の割れ
・ポリプロピレン(PP)の寸法不良
が発生しました。
いずれも共通していたのは、
材料サイズが大きく、切削時間が長時間に及ぶ条件でした。
■発生要因
主な要因は以下の通りです。
・切削時の摩擦熱による温度上昇
・熱膨張による内部応力の増加
・材料内部に残る応力(特に特注ブロック材)
・形状による放熱性の低下
PMMAやPSのような脆性材料は、
温度上昇と応力集中によって破断・クラックが発生しやすくなります。
一方、PPのような軟質材料では、
熱膨張による寸法変化が支配的になります。
■対策
対策としては、以下の要素を見直します。
・切削条件の最適化(回転数、送り、切込み)
・加工時間の分割(工程分割)
・冷却方法の見直し(エアブロー強化、間欠加工など)
・工具選定(刃先形状・摩耗対策)
・加工順序の最適化(熱の蓄積を防ぐ工程設計)
また、特注材の場合は
材料のロットや内部応力のばらつきも考慮し、
条件設定に余裕を持たせることが重要です。
■対策
対策としては、以下の要素を見直します。
・切削条件の最適化(回転数、送り、切込み)
・加工時間の分割(工程分割)
・冷却方法の見直し(エアブロー強化、間欠加工など)
・工具選定(刃先形状・摩耗対策)
・加工順序の最適化(熱の蓄積を防ぐ工程設計)
また、特注材の場合は
材料のロットや内部応力のばらつきも考慮し、
条件設定に余裕を持たせることが重要です。


とは?特徴・用途・割れやすさの注意点-300x197.jpg)




新着記事



人気記事


とは?特徴・用途・吸水による寸法変化と対策.jpg)
カテゴリー
アーカイブ
タグ
執筆者一覧