ポリカーボネート切削における白化発生条件と低応力仕上げの工程設計
2026.02.25
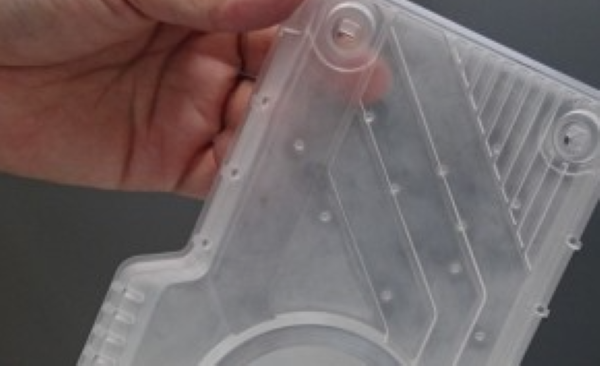
(株)アリスでは、ポリカーボネート切削部品において発生する白化について、加工段階で抑えることを前提に工程設計を行っています。白化は仕上げ後に確認されることが多いものの、実際には加工中に蓄積された応力と熱が原因であり、仕上げ工程だけで解決できる現象ではありません。
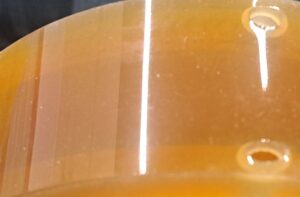
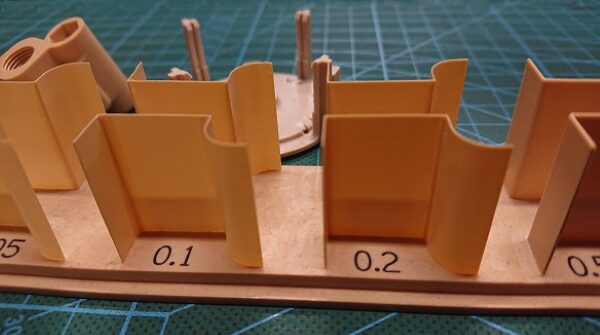
白化が発生しやすい条件は、薄肉形状やエッジ部、コーナーR部など、切削負荷が局所的に集中する箇所です。例えば最薄部t=1.0mm前後の形状では、加工時のわずかな押し付けや発熱によって材料内部に応力が残りやすくなります。この状態で仕上げを行うと、表面に大きな負荷をかけていなくても、内部応力が可視化され白化として現れます。
(株)アリスでは、この白化を「仕上げで防ぐ」のではなく、「仕上げ前に発生要因を減らす」考え方で対応します。具体的には、荒加工で取り代を均一に残し、切削抵抗の偏りをなくします。次に中仕上げで形状を整えながら応力の集中を分散させ、最終仕上げでは負荷を最小限に抑えた条件で加工します。
加工条件としては、切れ味の良い工具を使用し、送り速度と回転数のバランスを調整して切削抵抗を抑えます。また、一度に削り切るのではなく、工程を分けて徐々に仕上げることで、材料への負担を減らします。特に重要なのは、最終工程で「削る量」と「当て方」を抑えることです。ここで無理に仕上げると、それまで抑えていた応力が一気に表面化します。
ポリカーボネートの白化は、単一の条件ではなく工程全体の影響で発生します。(株)アリスでは、応力を残さない工程配分と低負荷での仕上げを組み合わせることで、白化を発生させない加工を基本としています。現時点では、この工程設計による対応が最も安定して透明性を確保できる方法としています。



とは?特徴・用途・吸水による寸法変化と対策-300x197.jpg)



新着記事




人気記事



カテゴリー
アーカイブ
タグ
執筆者一覧