銅(Cu)とは?導電・放熱部品の用途と切削加工の注意点
とは?導電・放熱部品の用途と切削加工の注意点.jpg)
電装設計で「バスバーや端子は何の材料が最適か」を考えるとき、最初に候補に挙がるのが銅(Cu)です。理由はシンプルで、電気も熱も“通しやすい”金属だからです。一方で、銅は「重い」「柔らかい」「酸化しやすい」などのクセも強く、試作や量産で困りごとが出やすい材料でもあります。
この記事では、銅の基本特性→用途→材料種と表面処理→切削加工の注意点、の順に整理します。設計・試作・購買が同じ言葉で会話できるように、専門用語は必要最小限にし、判断に効くポイントだけを残します。
銅(Cu)とは?まず押さえる3つの性格
銅は古くから配線や熱交換器などに使われてきた金属で、導電部品・放熱部品では「性能面での基準材料」として扱われます。最初に、判断に効く性格を3つに絞ります。
性格1:電気抵抗が小さく、発熱を抑えやすい
同じ形状の導体なら、電気抵抗が小さいほど電圧降下が減り、発熱(I²R)も抑えられます。バスバーや端子で銅が選ばれるのは、抵抗が小さく“余裕を作りやすい”ためです。特に大電流(インバータ、電源、蓄電池周り)では、温度上昇や効率に直結します。
なお実務で落とし穴になりやすいのが「温度で抵抗が増える」ことです。銅は温度が上がると抵抗も増え、発熱がさらに増える方向に働きます。熱設計まで含めて材質を決めるのが、失敗しない近道です。
性格2:熱もよく通し、温度ムラを減らしやすい
銅は熱伝導率も高く、熱源からヒートシンクや筐体へ熱を逃がす役割に向きます。発熱部品の直下に「熱を広げる板(ヒートスプレッダ)」を置く設計では、銅の効果が出やすいです。
ただし、銅の“良さ”が効くのは熱が銅に入ってからです。熱が入る入口(接触面、締結圧、放熱グリスやシート)で詰まると、銅を厚くしても温度が下がりません。放熱は材料より先に「接触」を疑う、が鉄則です。
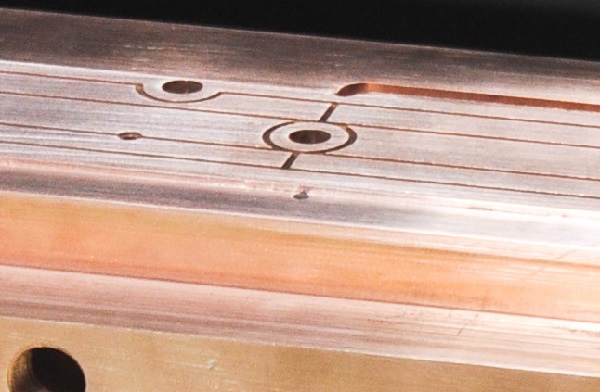
性格3:柔らかく粘いので、加工と表面状態にクセが出る
銅は延性が高く、切削では切粉が伸びやすい・刃先に溶着しやすいといった傾向があります。その結果、バリ(かえり)や面荒れが出たり、工具摩耗が早まったりします。さらに柔らかいので、薄板や細長い形状はクランプ跡・反り・たわみも起きやすいです。
設計段階で「どこを高精度にしたいか」「どこは面取り必須か」「めっき前提で角をどうするか」を決めておくと、試作が一気に安定します。
導電部品の用途:バスバー/端子で銅が強い場面
ここでは、電装設計で登場頻度が高い2つの部品を例に、銅が活きるポイントを整理します。
バスバー:低抵抗・低発熱を狙う“電力の幹線”
バスバーは大電流を低損失で流すための板状・帯状導体です。銅を使うメリットは、同じ電流を流す場合に断面積を小さくしやすく、温度上昇や電圧降下の設計自由度が上がることです。配線を太くすると取り回しが難しくなりますが、銅バスバーなら「薄く広く」でレイアウトの自由度を作れます。
一方で、バスバーは曲げ・穴あけ・面取り・めっきなど工程が多く、仕様が曖昧だとトラブルが出ます。典型例は次の通りです。
- 曲げ部:曲げRが小さすぎて割れ・白化が出る、寸法が安定しない
- 穴周り:穴端のバリでめっき不良や絶縁破壊リスクが増える
- 端面:角が立ちすぎて作業者のケガ・ハーネス損傷につながる
設計側が「曲げR・穴位置公差・面取り指示」を最初から入れるほど、試作のやり直しが減ります。
端子・ラグ:接触抵抗と“締結の安定”が品質を決める
端子は電線やバスバーを機器に接続する部品で、見落としがちなのが「接触抵抗」です。導体そのものの抵抗より、ボルト締結部や圧着部の接触状態で損失・発熱が決まるケースが多いからです。
銅は導電性に優れますが、表面は酸化しやすく、酸化皮膜は接触抵抗を増やします。そのため実務では、錫めっき等の表面処理で接続信頼性を作ることが一般的です。特に振動環境では、微小な擦れ(フレッティング)で接触が不安定になることがあるため、表面処理と締結条件(座面、ばね座金、トルク管理)をセットで考えます。
放熱部品の用途:銅が効くのは“熱を広げたい”ところ
放熱で銅を使うときのコツは、「熱を逃がす」だけでなく「熱を広げる」役割を意識することです。
ヒートスプレッダ/ベース:局所発熱のピークを下げる
パワー半導体や高発熱ICでは、熱が一点に集中しがちです。銅の板やブロックを介して熱を横方向に拡散できると、部品直下の温度ピークが下がり、信頼性が上がります。反対に、熱が一点に溜まる設計だと、温度センサでは見えない局所過熱が起きます。
この用途では「平面度」と「面粗さ」が効きます。面がうねっていると接触面積が減り、放熱材(グリス等)が厚くなって熱が通りにくくなります。“加工精度=放熱性能”になりやすい領域です。
厚くすれば良い、ではない:熱のボトルネックを探す
銅は優秀ですが、熱の流れは最も弱い部分(接触面、絶縁シート、TIM、締結圧など)で詰まります。材料だけで解決しようとするとコストが跳ねやすいので、まず「どこがボトルネックか」を切り分けるのが近道です。試作段階では、温度測定点を増やし、接触条件(トルク、面の仕上げ、TIMの塗布)を変えて比較すると原因が早く見えます。
まずは比較:銅・アルミ・真鍮の使い分け早見
設計と購買の会話を揃えるために、代表的な候補をざっくり比較します。細かな材質記号(C1020、C1100など)やめっき仕様は次パートで整理します。
| 観点 | 銅(Cu) | アルミ(Al) | 真鍮(黄銅) |
|---|---|---|---|
| 導電性 | 高い(基準になりやすい) | 銅より低いが軽い | 銅より低め |
| 放熱性 | 高い | 銅より低い | 銅より低め |
| 重量 | 重い | 軽い | 銅よりやや軽い場合も |
| 加工のクセ | 粘くてバリ・溶着が出やすい | 切削は比較的素直 | 材質により割れ/バリ注意 |
| 表面処理 | 酸化対策でめっきが効く | 腐食/電食の設計配慮が重要 | めっきで特性調整しやすい |
| 使いどころ例 | 大電流バスバー、端子、熱拡散板 | 軽量バスバー、筐体放熱 | 端子部品、小物の機械部品 |
仕様決めの早道:設計・試作・購買で最初に揃える項目
銅部品は「材料」だけ決めても前に進みません。材料種・寸法・表面処理・精度・加工法が絡むため、最初に“確認すべき項目”を揃えるほど手戻りが減ります。
| 立場 | 最初に決めたい/聞きたいこと | 目的 |
|---|---|---|
| 電装設計 | 定格電流・許容温度上昇・周囲温度、締結方法(ボルト径/座面)、絶縁距離、曲げ有無 | 断面と形状、発熱リスクを先に潰す |
| 試作担当 | 重要寸法(基準面/公差)、薄肉部の有無、面取り指示、めっき前後での寸法扱い | バリ・反り・加工順の最適化 |
| 購買 | 材質記号、板/棒の形態、表面処理の種類と膜厚、ミルシート要否、ロットと納期 | 見積条件を揃え、比較できる状態にする |
ここまでが「銅を使う意味」と「最初に揃えるべき会話の土台」です。次のパートでは、銅材の種類(タフピッチ/無酸素/りん脱酸など)と、表面処理(錫・銀・ニッケル等)の使い分けを、購買比較できる形で整理します。
銅材の種類と選び方(「銅=全部同じ」をやめる)
バスバーや端子で“銅”と呼ばれていても、実務では「純銅(銅の純度が高い材料)」と「銅合金(強度や加工性を足した材料)」を使い分けます。性能トラブルの多くは、材料種が曖昧なまま図面が進むことで起きます。
代表的な純銅(JISの例)と向き・不向き
純銅は導電・放熱に強い一方、強度は高くありません。まずは用途で“基準”を決めます。
| 材料の呼び方(例) | 特徴(要点) | 向く用途 | 注意点 |
|---|---|---|---|
| タフピッチ銅(C1100 など) | 一般用途で入手性が高い。導電性も高水準。 | バスバー、端子、放熱ブロックの基本材 | 雰囲気・加熱条件によっては性質が変わる。工程条件の共有が大切 |
| 無酸素銅(C1020 など) | 酸素が少なく、真空・ろう付けなどで安定しやすい。 | 高信頼の導体、真空・高温周り、熱拡散板 | 材料費が上がりやすい。必要条件(環境/接合方法)を先に整理 |
| りん脱酸銅(C1220 など) | 酸素起因の不具合に強く、接合や配管用途で使われる。 | 接合工程が絡む部品、配管系部材 | 純銅より導電性が下がる傾向。電気性能が主目的なら要検討 |
※記号は代表例です。実際は規格、板・棒の形態、調質(硬さ)まで含めて指定します。
「導電率」だけで選ばない:強度・ばね性が要るなら銅合金
端子や接点は、締結や挿抜で応力を受けます。純銅は柔らかいため、座面がなじんで接触は安定しやすい反面、塑性変形で締結力が落ちたり、形状が崩れたりすることがあります。そこで銅合金を候補に入れます。
- りん青銅:ばね性が必要な端子・接点に定番。導電性は純銅より下がる
- ベリリウム銅:高ばね性・高強度。高信頼用途に使われるが、加工・取り扱いは安全配慮が必須
- クロム銅/ジルコニウム銅系:強度と導電のバランスを取りやすく、発熱や変形が気になる部位で候補
- 快削銅(テルル銅など):切削性を上げた材料。試作で「バリと切粉」で困るときの選択肢
設計のコツは、「電気性能(抵抗・温度上昇)」と「機械性能(締結・ばね・耐久)」を別々に評価し、必要なところだけ合金化で補うことです。全部を合金にするとコストと入手性が悪化しやすいので、機能分担が効きます。
表面処理の使い分け(接触抵抗・耐食・はんだ付けを決める)
銅は表面が酸化・硫化しやすく、接触抵抗の増加や外観変化につながります。導電部品では「表面処理まで含めて材料」と考えるのが実務的です。
よく使うめっきの特徴(用途別の目安)
| 表面処理 | 強み | 向く場面 | つまずきポイント |
|---|---|---|---|
| 錫めっき | コストと汎用性。酸化抑制・はんだ付け性が良い | バスバー、端子の標準仕様 | 条件によっては経時変化を考慮。保管・膜厚指示が重要 |
| 銀めっき | 接触抵抗を下げやすく大電流に強い | 大電流・低損失、温度余裕が欲しい接続部 | 硫黄で変色(硫化)しやすい。環境と梱包(防錆/防硫)をセットで |
| ニッケルめっき | 硬く耐食のバリア層に向く(下地に使われやすい) | 下地めっき、耐摩耗が必要な部位 | 単独だと接触抵抗やはんだ性に影響。上めっきとの組合せで設計 |
| 金めっき | 低接触抵抗と耐食、微小信号で安定 | 信号接点、腐食環境 | 高コスト。必要箇所を限定(部分めっき)しないと跳ねる |
膜厚は、電流・温度・摺動の有無・環境(湿気、硫黄、薬品)で最適値が変わります。購買比較が目的なら、まず「めっき種+下地有無+膜厚+処理範囲」を同じ条件で揃えることが最優先です。
めっき前提の図面指示で差がつく3点
- 角を立てすぎない
角が鋭いと、めっきが薄くなりやすく、剥がれ・耐食不足の起点になります。外周は微小Rでも入れておくと安定します。 - 面取り・バリ取りを“必須”で書く
バリはめっきムラ、異物、絶縁破壊リスクの原因です。「糸面取り」だけだと曖昧なので、面取り量やバリ許容(不可/微小可)を決めます。 - 処理範囲(どこまでめっきするか)を決める
締結面だけ、接触面だけなど、必要部位を限定するとコストが下がり、品質も安定します。マスキング境界の位置は、組立後に見えない・当たらない場所に置くのが定石です。
異種金属接触(電食)と締結トラブルを先に潰す
バスバー周りは、相手材がアルミ、ステンレス、亜鉛めっき鋼板など“混在”しがちです。このとき注意したいのが、異種金属接触による腐食(電食)と、座面のかじり・なじみです。
電食を避ける考え方
電食は「異種金属が接触」し「水分などの電解質がある」環境で起きやすくなります。対策は次のどれか、または組合せです。
- 接触する金属を近づける(相性の良い組合せにする)
- 片側をめっきや表面処理で“隔離”する(下地ニッケルなども含む)
- 絶縁ワッシャやブッシュで電気的・化学的な接触を断つ
- 水が溜まらない構造、結露しにくい配置、封止など環境側で抑える
締結部は「材料+表面+座面形状」のセット
銅は柔らかいので、締結で座面が沈みやすく、長期で締結力が変化することがあります。座面を広く取る、ワッシャを入れる、締結条件(トルクや座面処理)を規定する、といった“機械設計”が、接触抵抗の安定に効きます。
購買と試作が迷わない「手配情報」のテンプレ
試作では「材質は銅で、めっきは任せます」だと見積が割れ、比較もできません。最低限、次の情報をセットで揃えるとブレが減ります。
| 項目 | 指定例 | なぜ必要か |
|---|---|---|
| 母材 | C1100 t=3.0 など | 価格・入手性・加工性が変わる |
| 形態/調質 | 板材/棒材、H材など | 曲げ割れ・反り・硬さに直結 |
| 重要寸法 | 基準面、公差、平面度など | 加工順と検査方法が決まる |
| 表面処理 | Sn、Ag、Ni下地有無、膜厚、範囲 | 接触抵抗・耐食・コストを左右 |
| 外観/端面 | バリ不可、角R、キズ基準 | めっき不良や組立不具合の予防 |
| 付帯書類 | ミルシート、処理成績など | トレーサビリティと品質保証 |
酸化・硫化を前提にした保管と取り扱い
「めっきをするから保管は適当でいい」とすると、変色や油分が原因で処理不良になり、手戻りの元になります。試作段階ほど、取り扱いルールを簡単でも決めておくと効果的です。
| やりがち | 推奨 | 目的 |
|---|---|---|
| 素手で触る | 手袋着用、指紋を付けない | 指紋腐食と接触不良の予防 |
| 机に直置き | 袋・トレーで個別管理 | キズ、異物付着の抑制 |
| ゴムや紙と密着 | ポリ袋+乾燥剤、必要なら防錆紙 | 硫化・変色の抑制 |
| 長期在庫 | 先入先出、期限を決める | 経時変化の見える化 |
次のパートでは、ここで決めた材質・表面処理を“加工で実現する”ために、銅の切削で起きやすい不良(工具摩耗、溶着、バリ、反り)と、その対策を工程視点で具体化します。
銅の切削加工で起きがちな不良(原因は「粘さ」と「柔らかさ」)
銅は切削できる材料ですが、鉄やアルミと同じ感覚で条件を当てると、工具寿命・バリ・寸法安定でつまずきやすいのが実情です。代表的な不良を先に言語化しておくと、試作の手戻りが減ります。
工具摩耗・溶着で「面が荒れる」「寸法が逃げる」
銅は切粉が刃先にまとわりつきやすく、刃先に溶着(焼き付き)が起きると、急に面品位が悪化したり、寸法が安定しなくなります。特に仕上げ面や接触面は、見た目以上に“微小なむしれ”が接触抵抗や放熱に影響するため、加工条件の安定が重要です。
バリ(かえり)が残りやすい
外周、貫通穴、座ぐり、タップ下穴など、エッジが立つ箇所にバリが出やすい傾向があります。バリはそのままにすると、
- めっきムラ・はがれの起点になる
- 絶縁距離を食い、耐電圧のリスクになる
- 組立時に異物化し、締結面を荒らす
といった不具合につながります。銅部品では「バリ取りは追加作業」ではなく、工程の一部として設計・見積に組み込むのが安全です。
反り・たわみ・クランプ跡(薄板バスバーで顕在化)
銅は柔らかいので、薄板や細長い形状はクランプ力に負けて変形しやすく、加工後に反りが戻ることもあります。基準面をどこに取るか、加工順序(片面ずつ、荒→仕上)をどう組むかで仕上がりが大きく変わります。
タップ・リーマは切粉詰まりに注意
穴加工は「切粉の逃げ」が勝負です。切粉が詰まると、タップ折れやねじ山荒れ、下穴の焼き付きが起きます。通り穴か止まり穴か、深さ、ねじ精度を先に整理し、工具と加工方法を合わせます。
工具摩耗・バリ対策の実務(試作で効く打ち手)
現場で効きやすい対策を、考え方とセットでまとめます。設備や工具メーカーで最適値は変わるため、「何を狙って条件を振るか」を押さえるのがポイントです。
まずは“溶着しにくい刃先”を作る
溶着は、刃先の切れ味が落ちた瞬間に増えやすく、面荒れ→バリ増加→再加工の悪循環になりがちです。試作では次を意識すると安定します。
- 仕上げ面(接触面)は新刃または交換直後の工具を当てる
- 荒加工と仕上げ加工で工具を分け、仕上げ代を残して最後に決める
- 切粉が詰まりやすい形状は、切粉の逃げ方向(溝・逃げ)を工程側で確保する
クーラントと洗浄は、めっき前提なら特に重要
銅は油分や汚れが残ると、めっき不良の原因になります。めっきまで含む場合は、加工油の種類、洗浄方法(脱脂)、乾燥までを工程として設計するほうが安全です。
| ありがちな症状 | 主因(例) | 対策の方向性 |
|---|---|---|
| 仕上げ面が曇る/むしれる | 溶着、刃先摩耗 | 切れ味重視の工具、条件見直し、交換サイクル短縮 |
| 貫通穴の出口に大きなバリ | 切削抵抗、刃物形状、逃げ不足 | 面取り工程を標準化、穴加工条件の最適化 |
| タップが折れる/ねじ山が荒い | 切粉詰まり、下穴不適 | 下穴・工具種・潤滑の再選定、逃げの確保 |
| 薄板が反る/寸法が出ない | クランプ変形、加工順 | 治具見直し、荒→仕上、基準面の取り方を再設計 |
| めっきが乗らない/ムラ | 油分、バリ、角の鋭さ | 脱脂・バリ取り徹底、角R、処理範囲の明確化 |
試作で失敗しないための指示ポイント(図面に書くほど安定する)
加工側が迷わない図面は、結果的にコストも納期も安定します。銅部品で効果が大きい指示は次の通りです。
図面で明確化したい項目(最低限)
| 指示項目 | 書き方の例 | 目的 |
|---|---|---|
| 基準面/重要寸法 | 基準A、接触面の平面度、座面の面粗さ | 接触抵抗・放熱の再現性を作る |
| 面取り・バリ | 「バリ不可」、C0.2〜0.5など | めっき不良・絶縁リスクを減らす |
| 角R | 外周R0.2など | めっき薄肉化の抑制、ケガ防止 |
| 表面処理範囲 | 接触面のみ、部分めっき | コスト最適化と品質安定 |
| キズ・打痕基準 | 接触面は打痕不可など | 座面荒れによる発熱リスクを予防 |
試作段階で「測っておく」と後が楽になる項目
- 接触面の面粗さ、平面度(放熱・接触抵抗に効く)
- 組立後の温度上昇(想定電流での評価)
- めっき後の膜厚と外観、マスキング境界の位置
- 締結トルク条件と座面のなじみ(緩み・発熱の予兆確認)
まとめ:銅部品は「材質×表面×加工」を同時に決める
銅(Cu)は、導電性・放熱性に優れる“基準材料”として、バスバーや端子、ヒートスプレッダなどで強い武器になります。
一方で、酸化しやすい/柔らかく変形しやすい/切削でバリ・溶着が出やすいといったクセがあり、材料だけ決めて進めると「めっき不良」「接触抵抗のばらつき」「反り・面粗さ不足による放熱不足」など、試作~量産で手戻りが起きやすいのも事実です。
銅部品で失敗を減らす要点は、「材質(銅種・調質)× 表面処理(めっき種・膜厚・範囲)× 加工(基準面・平面度/面粗さ・面取り/角R・バリ取り)」を最初にセットで決めること。特に、接触面・締結面・めっき境界・エッジ処理を図面で明確にしておくほど、試作の再現性と量産移行の安定度が上がります。
株式会社アリスでは、導電・放熱部品の試作でつまずきやすいポイント(バリ、面品位、反り、めっき前提の角処理、基準面の取り方)を踏まえ、図面の段階から“加工成立性”を意識した進め方をご相談いただけます。
「銅で作りたいが、仕様の決め方が不安」「めっきや締結条件も含めてトラブルを潰したい」といった段階でも構いません。早い段階で条件を揃えるほど、後工程の手戻りは減らせます。
ご相談時は、下記を共有いただくと検討がスムーズです。
- 部品用途(バスバー/端子/放熱板など)と外形寸法・板厚
- 定格電流・許容温度上昇、周囲温度(熱的な前提)
- 締結方法(ボルト径、座面、ワッシャ有無、トルク管理の考え方)
- 表面処理の希望(錫/銀/ニッケル等、膜厚、部分めっき範囲)
- 重要寸法(基準面、公差、平面度/面粗さ要求、バリ不可箇所)
- 希望数量(試作数)と納期感
銅部品は「材料性能」だけでなく、接触・表面・加工品質で結果が決まります。試作段階で確実に詰めたい方は、株式会社アリスへお気軽にご相談ください。

とは?特徴・用途・切削加工の仕上げと注意点-300x197.jpg)